Des mesures précises et fiables dans l’atelier de carrosserie automobile sont nécessaires pour garantir la qualité de la fabrication, réduire le travail en cours (Work in Progress, WIP) et augmenter la réussite dès la première fois (First Time Through, FTT).
En ce qui concerne les mesures des trous filetés et des goujons, les systèmes de mesure relatifs actuels ne peuvent pas fournir ces informations pour ces entités. Les capteurs de ligne laser et de lumière structurée dépendent du changement de luminosité de pixels de clair à sombre pour déterminer l’endroit où mesurer, ce qui entraîne souvent des résultats incorrects qui ne sont pas reproductifs ou qui nécessitent des adaptateurs pour atteindre la répétabilité requise, ce qui est peu pratique dans les situations en ligne.
Le Radar Laser Nikon utilise un faisceau laser infrarouge pour capturer les données de balayage issues de motifs spécifiques alignés sur le modèle CAO. Cela signifie que lors de la mesure des trous filetés, le radar laser Nikon peut scanner directement les filets sous le trou de dégagement de surface, ce qui permet au système de produire des résultats corrects en utilisant les filets pour calculer la position au lieu du métal en surface.
De même, pour les goujons, le Radar Laser Nikon peut scanner toute la longueur du goujon et de son filetage, ainsi que la surface environnante, pour s’assurer que la bonne position est signalée sans avoir besoin d’adaptateurs. Cela permet également au système de sortir l’angle du goujon si nécessaire.
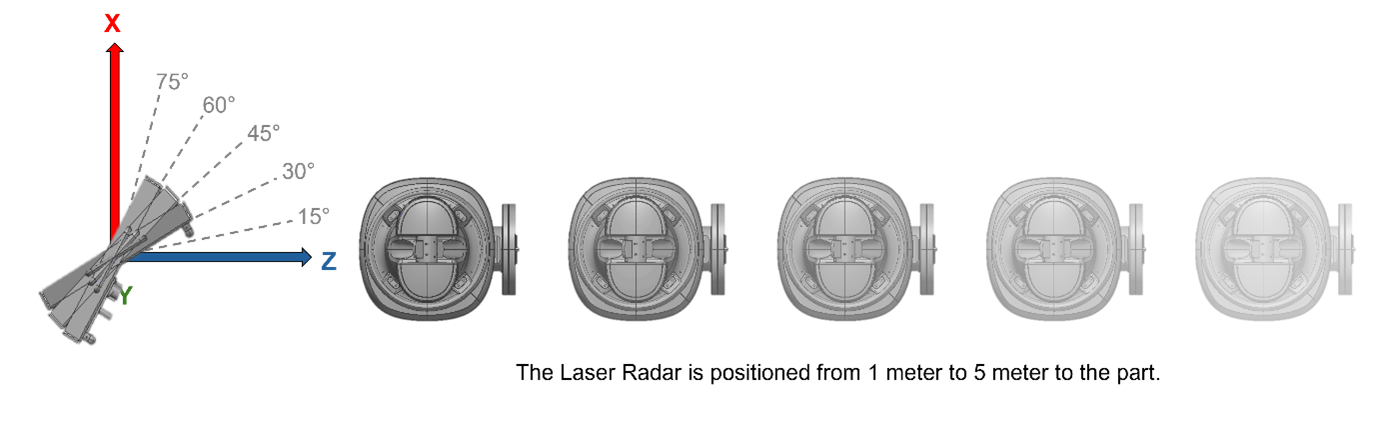
Récemment, Nikon a effectué plusieurs tests pour ces entités – trous filetés et goujons – en utilisant une pièce de test représentative. Le radar laser a mesuré chaque caractéristique 30 fois à partir de plusieurs distances et angles différents pour démontrer la répétabilité élevée réalisable. Ces mesures ont été prises entre 1 et 5 mètres avec des intervalles de 1 mètre et entre 15 et 75 degrés par rapport à la normale (angle d’incidence), comme indiqué ci-dessous. Le temps moyen pour mesurer chaque entité était de 3 secondes avec les paramètres d’acquisition choisis.
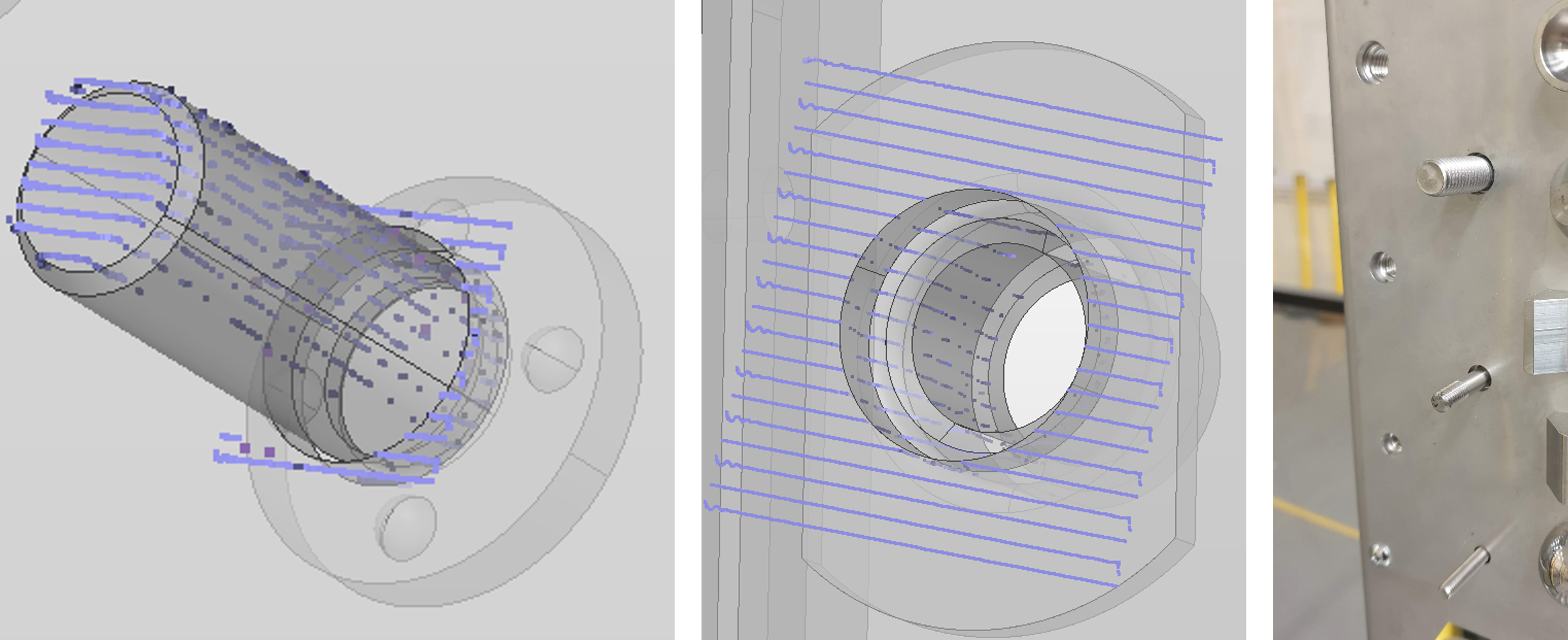
À partir des images ci-dessus, les données d’acquisition montrent clairement dans quelle mesure le Radar Laser peut acquérir des données sur toute la longueur du goujon et à l’intérieur du trou fileté à partir d’une seule position.
Les résultats des mesures sont présentés ci-dessous et pour les goujons et les trous filetés, l’écart moyen de la position mesurée sur chacune des 30 mesures est inférieure à 30 µm, avec un écart maximal inférieure à 100 µm sur les distances et angles indiqués. Pour tous les jeux de données, les mêmes paramètres ont été utilisés pour la mesure et l’extraction des entités simplifiant la configuration.
| Type de caractéristique | Distance | Angle d’incidence | Ecart maximum de la position mesurée | Ecart moyen de la position mesurée |
| Goujon | 1 à 5 m | 15 à 75° | 84 µm | 21 µm |
| Trou fileté | 1 à 5 m | 15 à 50° | 93 µm | 26 µm |
L’angle d’incidence du trou fileté est limité par la taille du trou et la profondeur du filet, mais il est toujours capable de mesurer de manière répétée sur une large plage d’angles.
La capacité du Radar Laser à mesurer les entités de manière répétée à partir d’une large plage d’angles et de distances permet un large champ de vision et une couverture élevée des entités, ce qui signifie que peu de positions sont nécessaires pour la mesure, même sur une carrosserie complète.
La précision du Radar Laser Nikon peut être mesurée à l’aide d’un artefact indépendant, tel qu’un tétraèdre Inora. Le Radar Laser a un MPE comparable aux MMT HA, et les résultats de la mesure d’un Inora sont affichés ci-dessous.
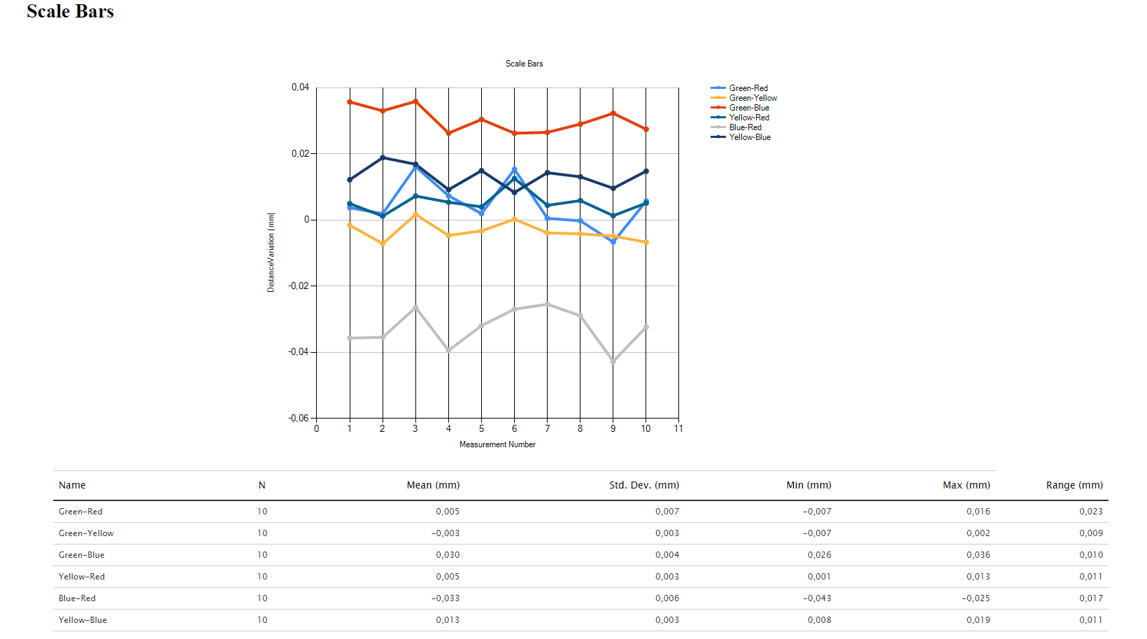
À partir des résultats ci-dessus, nous pouvons voir que l’écart maximal par rapport à la barre étalon est de 43 µm.
Ces tests montrent la capacité du Radar Laser APDIS à mesurer ces caractéristiques filetées difficiles, directement et de manière reproductible très rapidement avec une précision globale.
La possibilité d’obtenir des données reproductibles et précises dans l’atelier fournit aux clients des données fiables et exploitables pour assurer la qualité de la construction, réduire le travail en cours (Work in Progress, WIP) et augmenter la réussite dès la première fois (First Time Through, FTT).
Demandez plus d’informations directement auprès de notre équipe de vente et d’application en Europe ici ou consultez notre Centre de ressources pour les brochures et le Livre blanc.





{kind=link}